機(jī)床鑄件技術(shù)驗(yàn)收標(biāo)準(zhǔn)
時(shí)間:2015/12/7 9:34:13
瀏覽量:413









與目前廣泛用作隔熱和包裝材料的泡沫塑料不同���,鑄造用的泡沫塑料模樣在澆注過程中要被燒掉并由金屬液取代其空間位置而成形,因而需要對(duì)其外部和內(nèi)在質(zhì)量提出如下要求:
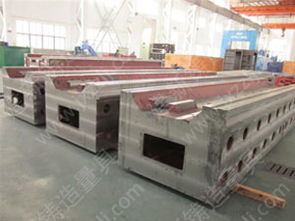
1����、床身鑄件模樣表面必須光滑,不得有明顯凸起和凹陷����,珠粒間融合良好,其形狀和尺寸準(zhǔn)確地符合模樣圖的要求�,使?jié)沧⒌蔫T件外部質(zhì)量合格���。
2、模樣內(nèi)不允許有夾雜物�����,同時(shí)其密度不得超過允許的上限(通常的密度范圍是16—25kg/m3��。對(duì)于某個(gè)具體的鑄件模樣�����,驗(yàn)收時(shí)也可以按摹重量的上限為驗(yàn)收標(biāo)準(zhǔn))�����,以使熱解產(chǎn)物(氣�、液或固相)盡量少,保證金屬液順利充型��,并且不產(chǎn)生鑄造缺陷����。
機(jī)床床身導(dǎo)軌面若按零件圖,加上加工余量的床身鑄件制作模型�,生產(chǎn)出來的鑄件其導(dǎo)軌面上會(huì)呈現(xiàn)下凹的現(xiàn)象��,此種現(xiàn)象稱之為變形�。這是在材料的塑性變形溫度范圍內(nèi)��,鑄件通過變形來消除鑄造內(nèi)應(yīng)力的一種自然現(xiàn)象��。
產(chǎn)生變形的原因是:在變形溫度范圍內(nèi)��,機(jī)床鑄件的內(nèi)應(yīng)力低于床身鑄件材料的抗拉強(qiáng)度�����,但高于材料的屈服強(qiáng)度所致��。
機(jī)床導(dǎo)軌面下凹變形的原因是:由于機(jī)床導(dǎo)軌較之連接壁厚��,即上部導(dǎo)軌面厚��,下部接壁薄���,當(dāng)床身鑄件下部冷卻至彈性一塑性轉(zhuǎn)變溫度以下,(依鑄件的化學(xué)成分�,此溫度在530~620℃)而部仍處于該轉(zhuǎn)變溫度以上,此時(shí)下部要進(jìn)行收縮���;部則通過變形適應(yīng)下部的收縮���,但是�,當(dāng)上部也冷至該轉(zhuǎn)變溫度以下時(shí)����,下部由于已處于彈性變形階消除的辦法之一是采用在模型按假曲率造模型,即在模型中�,先造成凸起:
導(dǎo)軌水平方向,其模型不是平直面�����,而是中間凸起的�����,稱之為假曲率���。按經(jīng)驗(yàn)曲率值為o.5~2mm/m�。依零件的具體情況而定����。但是�����,變形問題雖然解決��,晦件仍然存在較大的內(nèi)應(yīng)力����;這種應(yīng)力是以殘余應(yīng)力的形式存在鑄件中���;若不涂內(nèi)應(yīng)力,機(jī)床在使用過程中����,還會(huì)產(chǎn)生變形,從而使機(jī)床的精度下降�。故還要消除床身鑄件的內(nèi)應(yīng)力。
http://zhuoyuanjixie.com